Nagler og nitter
af Erik Olsen (først offentliggjort i Signalposten 29. årg. nr. 2, juni 1993)
I dag kalde vi den en nitte, den dims af stål med rundt tværsnit og hoved i den ene ende; den opvarmes til lys rødvarme og indsættes i et hul, der i forvejen er boret igennem de dele, som skal samles. Derpå anbringes et modhold på hovedet, delene slås sammen og et hoved formes på den fri ende med en knapmager og en hammer. Nitte kommer fra tysk Niete, men oprindeligt hed dimsen på dansk en nagle, som anvendtes til at nitte en nitning. Nu anvendes de sjældent, og få er de, der f. eks. ved en af vore veteranbaner opnår at beherske teknikken.
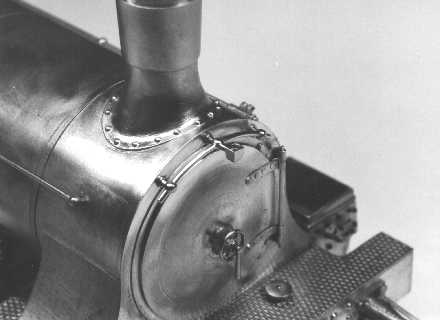
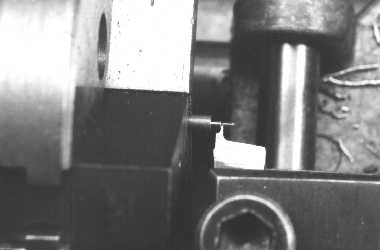
I model er de drilske, naglerne. Mange udelader dem helt, andre forsøger sig med færre nagler i overstørrelse og diverse mere eller mindre heldige forsøg på at masseproducere naglehoveder i tynd plade, der monteres uden på den egentlige konstruktion. Men der er steder, og især i 1:45 og større målforhold, hvor rigtige nagler kommer til deres ret; se foto 1 og 2, der viser en model i 1:45 af G 601 under bygning.
Små er de, og kræver lidt teknik, Fingerspitzengefühl og en god pincet. De virkelige mål ses i figur 1, modeludførelsen i figur 2, og hvordan jeg laver dem i figur 3. Jeg laver altid skaftet for stort, så er de lettere at have med at gøre, og hullerne lettere at bore. De drejes på min gamle, efterhånden noget slidte, men stadig trofaste Emco Unimat SL drejebænk fra 1970, med et særligt faconstål, der kan forme hovedet, afdreje skaftet og stikke den færdige nagle af. Slibningen af stålet kræver omhu og gerne mindre, fine slibeskiver eller -stifter. Efter slibningen hvæsses frigangs- og spånfladerne omhyggeligt med en fin carborundumsten med petroleum (i hånden, selvsagt), så æggen bliver rigtig skarp. Stålet skal opspændes nøjagtig i pinolhøjde: For lavt, og der bliver en tap tilbage, og stålet slides hurtigt; for højt, og det skærer ikke frit, og slides også hurtigt.
| d1 | 11 | 13 | 15 | 17 | 19 | 21 | 23 | 25 | 28 | 31 | 34 | 37 | |
| d | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | |
| Kedelkonstruktioner | D | 18 | 22 | 25 | 28 | 32 | 36 | 40 | 43 | 48 | 53 | 58 | 64 |
| Kedelkonstruktioner | k | 7 | 9 | 10 | 11,5 | 13 | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| Kedelkonstruktioner | R | 9,5 | 11 | 13 | 14,5 | 16,5 | 18,5 | 20,5 | 22 | 24,5 | 27 | 30 | 33 |
| Stålkonstruktioner | D | 16 | 19 | 22 | 25 | 28 | 32 | 36 | 40 | 43 | 48 | 53 | 58 |
| Stålkonstruktioner | k | 6,5 | 7,5 | 9 | 10 | 11,5 | 13 | 14 | 16 | 17 | 19 | 21 | 23 |
| Stålkonstruktioner | R | 8 | 9,5 | 11 | 13 | 14,5 | 16,5 | 18,5 | 20,5 | 22 | 24,5 | 27 | 30 |
Materialet er oftest 2 mm rundmessing i automatkvalitet (kortspånet), der sælges i lige, trukne stænger. Tråd, der oftest sælges i ringe, men kan være rettet, er for sejt, og duer ikke. Brug ikke for lille diameter, emnet vil blot bøje for meget ud eller knække. Emnet opspændes i centrerpatron eller (bedre) spændetang så kort som muligt, uden at stål eller stålholder når at ramme patronen.
Fremstilling af nitter i model (se figur 3):
- Materialet opspændt og stålets dimensioner; t bør være 0,3-0,5 mm, R er naglehovedets afrundingsradius (svær at måle, slibes pr. Gefühl med et bor som rundingslære).
- Emnet afdrejes til nittehovedets diameter D så langt som nødvendigt, men ikke længere.
- Hovedets runding formes.
- Der stikkes ind til skaftets diameter d, idet stålet flyttes i længderetningen afstanden t+k, hvor k er naglehovedets højde.
- Skaftet afdrejes, idet stålet flyttes i længderetningen afstanden l = naglens længde (ekskl. hoved).
- Naglen stikkes af, mens man holder fast i hovedet med to fingre, eller holder naglehovedet under en negl (hver udvikler den teknik, der passer hende/ham bedst).
Lav mange nagler på en gang, og læg dem i en lille beholder (jeg bruger nogle små, billige plastbøtter med låg, de er omtrent så store som en Humbrol-malingdåse, og er vistnok beregnet til maling). Så har man dem klar, når de skal bruges.
På modellen bores en række huller med diameter svarende til skaftet; det kan godt betale sig at opmærke og kørne inden boringen, eller at benytte en borelære. En nitterække, der ligner noder i et nodesystem, ser ikke godt ud. Hullerne afgrates let. Med en fin pincet tages nu en nagle om skaftet lige under hovedet. Pincetten skal endelig ikke være lang og tynd, men tværtimod er en kort, tyk og stiv pincet at foretrække. Man kan selv slibe spidsen fin og tynd (min er 0,2 mm bred). Læg mærke til, om pincetten er hærdet ordentligt, de billige er oftest for bløde og ødelægges hurtigt. Ved slibning skal pincetten holdes kold, ellers mister den sin hårdhed.
Nu skal det vise sig, om man kunne måle korrekt ved naglernes fremstilling. Naglen må ikke gå stramt i hullet, men skal netop trykkes ind med pincetten uden for meget spillerum. Hold ikke for hårdt om den nagle, for så lige pludselig - smut! Det var den nagle.
Hvis naglerne skal loddes fast, har man forinden smurt ganske lidt loddefedt på det borede emne og i hullerne. (Forfatterens bemærkning: Jeg bruger nu kun loddevand, se artiklen Bygning af undervogne....). Når naglerne er sat i hullerne, kan de loddes fast med med meget lidt loddetin; det gøres bedst ved med en skarp kniv eller skalpel at snitte små spåner af loddetinnet, og lægge dem ved naglehovederne. Der varmes med en helt ren, fortinnet loddekolbe uden overskudstin (jeg bruger en Weller 50W, 24V termostatstyret loddekolbe, hvor spidserne kan udskiftes).
Hvis naglerne skal limes fast, dyppes hver nagleende i cyanoacrylatklæber inden isætningen, men pas på, det bliver nemt et svineri, og pludselig binder klæberen inden naglen er helt på plads. Måske går det lettere med epoxyklæber, men jeg har ikke prøvet (jeg er for utolmodig til vente på den langsomme hærdeproces, og den hurtige synes jeg ikke er rar at arbejde med). (Forfatterens bemærkning: Jeg bruger nu Loctite 603, se artiklen Bygning af undervogne....). Så jeg foretrækker lodning, hvor det lader sig gøre, også på emner, der i forvejen er loddet sammen. Det kræver blot en let hånd. Efter lodning hhv. klæbning afrenser jeg overflødig lod eller klæber med en roterende messingbørste i en miniboremaskine (brug ikke stålbørste, så mister naglehovedet efterhånden formen).
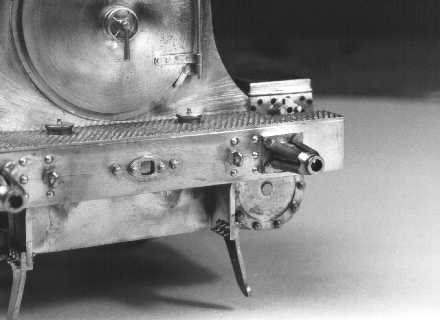
Også boltehoveder og bolteender med møtrikker kan laves på denne måde; figur 4 og 5 viser fuld-skala mål på sekskantbolte og bræddebolte (sidstnævnte med firkantmøtrik) i Whitworth gevind (WG, med tommemål). På boltene skal der være sekskant eller firkant, dem filer jeg med en fin, flad nålefil, mens det drejede emne endnu mangler afstikning. Patronen drejes mellem hver flade 1/6 hhv. 1/4 omdrejning, hvilket med en trebakket centrerpatron udmærket kan gøres pr. øjemål. Resultatet kan ses på foto 2.
| WG | d | k | s | e | m |
| 1/2 | 12,7 | 9 | 22 | 25 | 11 |
| 5/8 | 15,9 | 11 | 27 | 31 | 13 |
| 3/4 | 19,1 | 13 | 32 | 37 | 16 |
| 7/8 | 22,2 | 16 | 36 | 42 | 18 |
| 1 | 25,4 | 18 | 41 | 47 | 20 |
| 1-1/8 | 28,6 | 20 | 46 | 53 | 22 |
| 1-1/4 | 31,8 | 22 | 50 | 58 | 25 |
| 1-1/2 | 38,1 | 25 | 60 | 69 | 30 |
| 1-3/4 | 44,5 | 30 | 70 | 81 | 35 |
| 2 | 50,8 | 35 | 80 | 92 | 40 |
| WG | d | D | k | s | m |
| 1/2 | 12,7 | 32 | 5,5 | 22 | 11 |
| 5/8 | 15,9 | 38 | 7 | 27 | 13 |
| 3/4 | 19,1 | 44 | 9 | 32 | 16 |
| 7/8 | 22,2 | 50 | 10,5 | 36 | 18 |
| 1 | 25,4 | 56 | 12 | 41 | 20 |
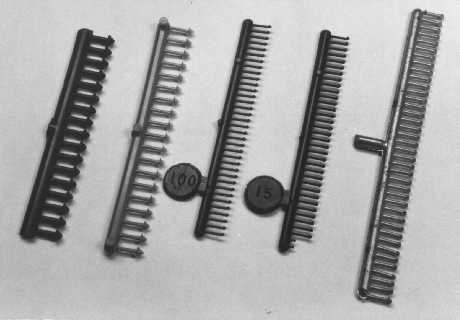
Lettere er det at købe boltene færdige. I USA kan man bl. a. hos Wm. K. Walthers Inc. (privat salg gennem Terminal Hobby Shop, 5619 Florist Ave., Milwaukee, WI 53218, USA) købe bolteender med sekskantmøtrik eller firkantmøtrik med eller uden underlagsskive, støbt af messing eller plast. I foto 4 er vist et lille udvalg. Messingboltene er ikke helt billige, mens plastboltene er rimelige i pris.
Prøv i øvrigt at lægge mærke til håndbøjlerne og deres holdere på foto 1, de er drejet af stål, og af den rigtige størrelse (hvad jeg kunne komme i nærheden af af købedele, var alt for store til dette formål). Den midterste med fod til frontlygten er udformet som et ministik (som et jack-stik) for elforbindelse til lygtens mikropære (en urpære fra Trinbrættet). Men mere herom en anden gang.
Efterskrift:
Små drejede messingnitter med halvrundt hoved kan købes hos Old Pullman Modelbahnen, Dorfstrasse 2, Postfach 326, CH-8712 Stäfa, Schweiz, http://www.oldpullman.ch/, se artiklen Bygning af undervogne..... De fås med flg. mål (skaftdiameter x længde x hoveddiameter): 0,4 x 7 x 0,6 mm (12,90 CHF), 0,6 x 7 x 0,8 mm (14,50 CHF), 0,8 x 7 x 1 mm (14,90 CHF); 1998-priser i schweizerfranc. Nitterne kan anvendes som beskrevet ovenfor, men kan også anvendes til rigtige nittesamlinger.
Ændringer:
2008-03-15: Opdateret til HTML 4.01 Strict.
2009-01-01: Typografi opdateret.