Virkende bladfjedre i 1:45
af Erik Olsen
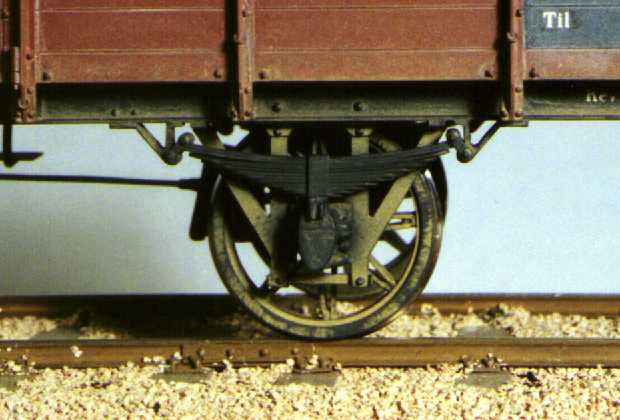
Jeg anvender virkende bladfjedre på mine modeller i skala 1:45. Det første fotografi viser min seneste model, en åben godsvogn litra PF bygget i 1894 til Danske Statsbaner. Disse vogne var de første godsvogne i Danmark med en bæreevne på 12500 kg, og de havde ret kraftige bærefjedre. I model er fjedrene lidt for stive, selvom modellen vejer 280 g. Jeg modvirker dette ved at krumme de to øverste med radius 50 mm, og de øvrige radius 60 mm, hvilket gør fjedrene progressive. Det ser ud til at virke.
Jeg bruger en generel regel om vognes vægt: 100 g plus 1 g pr. mm længde over puffer, to- og treakslede vogne mindst 125 g pr. aksel og fireakslede vogne mindst 100 g pr. aksel.
Fremstilling af delene
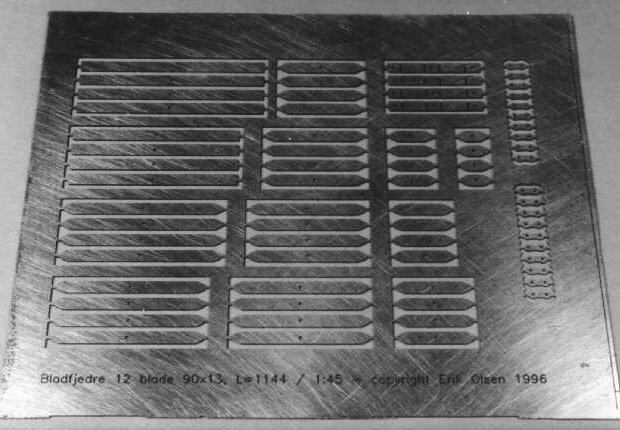
Fjedrene fremstilles af fosforbronceplade eller -strimmel, for det meste af 0,3 mm tykkelse, men jeg har i enkelte tilfælde brugt 0,2 mm. Det andet fotografi viser et ætseark til et sæt fjedre af den type der anvendes på PF-modellen. Arket indeholder fjederblade, fjederkurve som er ætset halvt igennem i hjørnerne, og fjederlasker.
Først skæres delene af ætsearket, tappene files glat og delene afgrates. Enderne på det øverste blad udglødes forsigtigt, og øjerne bukkes med en fladtang med glatte kæber omkring et stykke 0,6 mm pianotråd. Fjederbladene krummes med en tang og fingrene som det kan passe, og krumningen kontrolleres med hjemmelavede skabeloner af plastplade. Fjederkurven bukkes og loddes i de øverste hjørner og i bunden som har dobbelt tykkelse. Overflødigt loddetin afrenses, og hullerne bores op med et 0,5 mm bor.
Tilføjelse: Jeg har netop lavet mig en lille pladevalse med to faste undervalser og en bevægelig overvalse, valserne er 5 mm i diameter og 60 mm lange. I den ene ende af hver undervalse har jeg drejet et spor på 2,1 mm bredde og 0,3 mm dybde. I disse spor kan jeg krumme 2x0,3 mm bånd og ætsede fjederblade så krumningen bliver helt ensartet. Det fungerer vældigt godt og sparer en masse tid og ømme fingre! Fremgangsmåden for det øverste fjederblad er lidt anderledes end før beskrevet; først krummes bladet i pladevalsen, dernæst formes øjerne i bladets ender, og endelig kontrolleres og rettes bladets krumning.
Akselgaflerne fremstilles af 0,5 mm messingplade og nittes til længdedragerne. Akselkasserne er støbt af hvidtmetal, og glider let i akselgaflerne (der skal være plads til malingen). Glidefladerne skal være glatte og uden grater. Akselkasserne bores og teflonbøsninger monteres, og i kassernes øverste flader bores 0,6 mm huller for at styre fjedrene. Fjederbukkene er ligeledes støbt af hvidtmetal, de gennembores 0,6 mm og loddes til længdedragerne.
Samling af fjedrene
Fjederblade til en fjeder sættes på et stykke 0,5 mm messingtråd i den rigtige rækkefølge. Med en fladtang med glatte kæber holdes fjederbundtet sammen og føres ind i fjederkurven. Det må gerne gå en smule stramt; hvis det går for stramt, må der files lidt af fjederbladenes sider eller af fjederkurvens indvendige flader. Tråden trækkes ud af hullet, og fjederkurven trykkes videre op på fjederbundtet indtil hullerne er ud for hinanden, og tråden sættes atter i. Tråden loddes til fjederkurven øverst, klippes af og files glat. På undersiden klippes tråden af med 1 mm overlængde og afgrates.
Med fjederlaskerne som borelære, førend de klippes fra ætsearket, bores parvist 0,5 mm huller, 4 mm dybe, i et stykke plant og glat hårdttræ. Stykker af 0,5 mm messingtråd sættes i hullerne, en fjederlaske trykkes ind over trådstykkerne og loddes. Trådenderne klippes af, files glatte og afgrates med en roterende stålbørste i en minibore/slibemaskine. Laske og trådstykker trækkes op af hullerne ved hjælp af en skalpel, og afrenses på bagsiden.
De sættes nu i fjeder og fjederbuk fra forsiden, en fjederlaske trykkes ind over trådenderne på bagsiden, og loddes mens man holder delene sammen med en pincet. Trådenderne på bagsiden klippes af. Efter montagen afrenses delene grundigt og bevæges eventuel friktion arbejdes væk.
Denne fremgangsmåde kræver forsigtighed ved lodningen som man kan forestille sig, venter man blot et øjeblik for længe er det hele loddet sammen. Jeg bruger en 50 W Weller loddekolbe med den længste og tyndeste spids der fås, og kun i et enkelt tilfælde har jeg lavet ulykker ved at berøre en af hvidtmetal-fjederbukkene med loddespidsen.
Maling og slutmontage
Delene males med airbrush før den endelige montage. Det er vigtigt at der ikke trænger maling ind mellem fjederbladene, malingen skal derfor være hurtigttørrende og sprøjtes på ikke for vådt. Jeg anvender Floquil maling tilsat Glaze og fortyndet med Dio-Sol, cellulosemaling skulle også kunne anvendes uden problemer.
Efter mindst en uges tørretid bevæges fjedre og fjederlasker igen indtil der ikke er nogen følelig friktion. Akselkasserne prøves i akselgaflerne, eventuelle ansamlinger af maling slibes forsigtigt med fint slibepapir. Hjulsæt og akselkasser samles i akselgaflerne, og traverser fremstillet af messingstrimmel nittes fast med 0,5 mm kobbertråd ved hjælp af en fladtang med glatte kæber. Derefter pletmales i fornødent omfang.
Andre fjedertyper
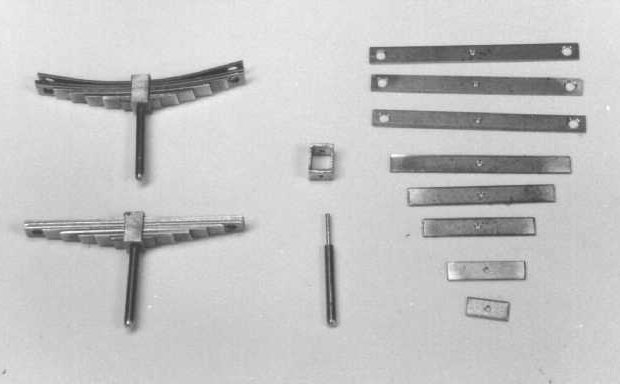
Som det ses af det sidste fotografi, kan andre typer virkende bladfjedre fremstilles på denne måde. De viste dele er til et godstogslokomotiv, Danske Statsbaner litra G. Da jeg kun havde brug for seks fjedre, fremstillede jeg her fjederbladene af 2x0,3 mm fosforbroncestrimmel. Fjedrene skal anbringes over akselkasserne med de lange tappe hvilende ovenpå kasserne. Fjederhængere med M1 gevind monteres gennem hullerne i fjederbladenes ender, og særlige møtrikker der ligner den virkelige svære skive med to møtrikker, anvendes til at sikre fjedrene.
Ændringer:
2008-03-15: Opdateret til HTML 4.01 Strict.
2009-01-01: Typografi opdateret.